高强度钢零件维修指南
高强度钢可定义为任何拉伸强度为340 MPa 或更高的钢。如果某个零件由高强度钢制成或包含部分高强度钢,请遵循以下重要指南:
车身和车架矫正指南
比起普通钢,高强度钢具有更强的刚性和弹性,这使得它很难整形。在使用车架矫正设备时,为了避免进一步损坏车身,可在矫正过程中逐步施加拉力并密切监视车身尺寸,确保车身尺寸恢复到正确的规格。
注意!
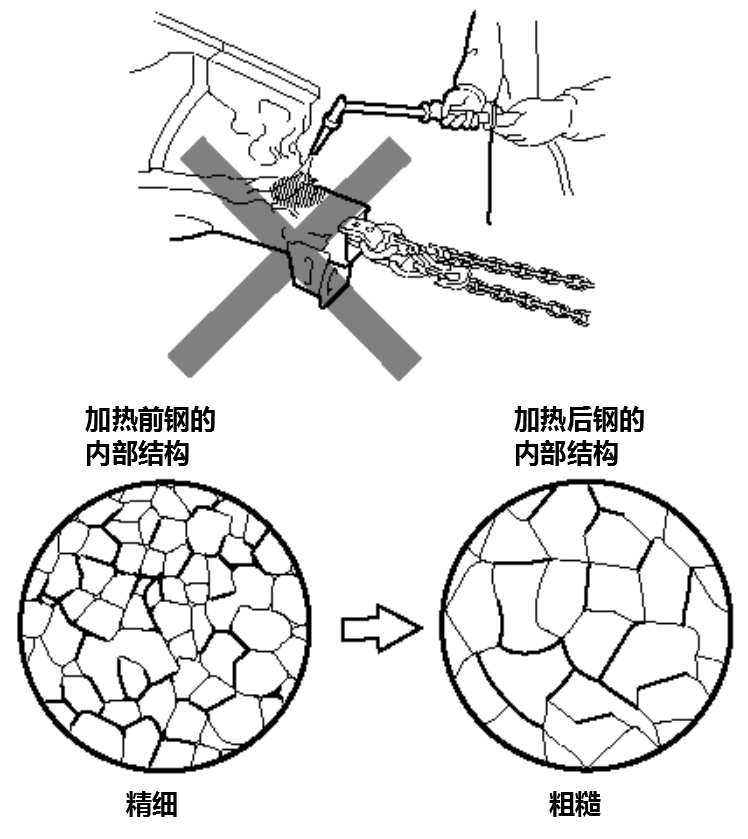
- 在矫正过程中,不要加热任何车身零件,例如使用氧炔焊炬。这会影响影响高强度钢质零件的内部结构和强度。任何在矫正过程中加热过的此类零件都必须更换新零件。不遵循这些说明可能会大大降低碰撞时的乘员保护效能。
拆卸点焊
使用专用于 高强度 钢的点焊切割机或钻头,从要拆卸的钢质零件上拆下点焊熔核。如果点切割机的切割性能降低,尽快用研磨机打磨点切割机。或换新的点切割机。切割性能降低会增加不必要的切割时间,并产生可能会影响高强度 钢质零件内部结构的热量。
注意!
- 为了保护点切割机的刀片,使用中心冲头标记点焊熔核的中心,并用砂带磨光机(约P60)将熔核边沿打磨平整,然后开始切割作业。涂上特定的切削油,以在切割过程中保护刀片。
焊接
对于焊接高强度钢零件以及软钢板,点焊是推荐和优选步骤。在点焊机无法接近的区域,按照更换程序执行 MAG焊接。
注意!
- 在点焊机无法接近的且零件要安装到高强度钢( 1500 MPa ) 零件的区域,按照更换程序执行 MIG 铜焊(塞焊),防止由于高接合温度而降低钢零件的强度。
钢板的拉伸强度和焊接方法
| 钢板的 拉伸强度 (MPa) | 焊接方法 | ||
| 点 焊 | MAG 焊接 | ||
| 塞焊 | 对接焊 | ||
| 270 | ○ | ○ | ○ |
| 340 | ○ | ○ | ○ |
| 440 | ○ | ○ | ○ |
| 590 | ○ | ○ | ○ |
| 780 | ○ | ○ | ○ |
| 980 | ○ | ○ | × |
| 1500 | ○ | × | × |
- MIG 焊接/铜焊:在使用 100% 氩(Ar) 保护气体的位置执行熔化极惰性气体保护焊或铜焊。氩是惰性元素,不会与焊接熔池或铜焊操作发生反应。
- MAG 焊接:在使用包含 80% 氩(Ar) 和 20% 二氧化碳(CO2 ) 的保护气体的位置执行熔化极活性气体保护焊。将其视为活性的原因是 CO2 会与焊接熔池发生少量反应。
参考以下焊接条件要求:
注意!
- 在章节3“更换”的“安装”中介绍了高强度钢( 1500 MPa ) 零件的 MIG 铜焊点焊接方法。