高强度钢 (1500 MPa) 零件的点焊条件
包括高强度 (1500 MPa) 位置在内的点焊位置的焊接条件(条件编号和设置说明)在第 3 节“更换”的“安装”部分中详细说明。参考焊接条件,安全焊接零件。
注意!
- 要了解除高强度钢(1500 MPa) 之外的点焊位置,请参考第 1 节“概述”中的“车身零件结构”,确定两侧的钢板厚度、拉伸强度和锌处理情况,并遵照焊接条件设置焊机。
- 有关焊机的实际设置,参考焊机制造商提供的规格。
电焊条件
| 条件 编号 | 焊接 电流 A | 焊接 时间 ms(毫秒) | 施加力 N (kgf) | 条件 编号 | 焊接 电流 A | 焊接 时间 ms(毫秒) | 施加力 N (kgf) |
| 1 | 6500 | 300 | 2452 (250) | 15 | 9000 | 600 | 3432 (350) |
| 2 | 7000 | 300 | 2452 (250) | 16 | 8000 | 700 | 3432 (350) |
| 3 | 7500 | 300 | 2452 (250) | 17 | 8500 | 700 | 3432 (350) |
| 4 | 6500 | 400 | 2942 (300) | 18 | 9000 | 700 | 3432 (350) |
| 5 | 7000 | 400 | 2942 (300) | 19 | 9500 | 700 | 3432 (350) |
| 6 | 7500 | 400 | 2942 (300) | 20 | 8500 | 800 | 3432 (350) |
| 7 | 8000 | 400 | 2942 (300) | 21 | 9000 | 800 | 3432 (350) |
| 8 | 7000 | 500 | 3432 (350) | 22 | 9500 | 800 | 3432 (350) |
| 9 | 7500 | 500 | 3432 (350) | 23 | 10500 | 700 | 3432 (350) |
| 10 | 8000 | 500 | 3432 (350) | 24 | 10500 | 800 | 3923 (400) |
| 11 | 8500 | 500 | 3432 (350) | 25 | 8000 | 1500 | 3432 (350) |
| 12 | 7500 | 600 | 3432 (350) | 26 | 8000 | 800 | 3432 (350) |
| 13 | 8000 | 600 | 3432 (350) | 27 | 8500 | 1500 | 3432 (350) |
| 14 | 8500 | 600 | 3432 (350) |
注意!
- 以上列出的条件数显示了包含本田汽车高强度钢板 (1500 MPa) 部件的点焊点的点焊条件类型。
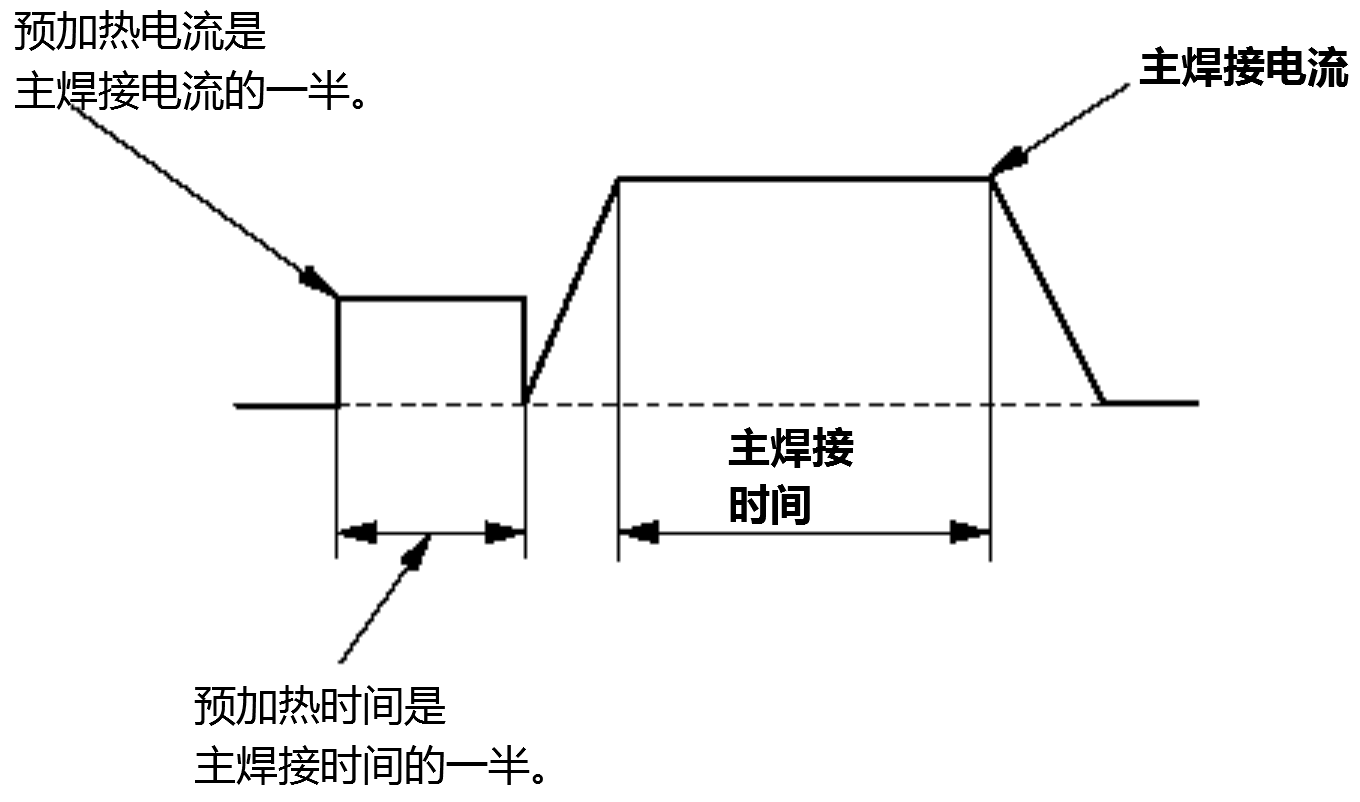
- 以上列表的焊接条件值通过实验确认了使用的测试片、锌底漆涂层、预热和指定尖端形状(Round-16)。
- 点焊包括 1500 MPa 钢板、手动点焊机设置推荐 BRM (或本田指定项目)。使用点焊机的 AUTO 设置可能无法得到足够的焊接强度。
注意!
- 通过预加热去除含锌底漆。