高强度钢 (1500 MPa) 零件的 MIG 铜焊条件
高强度钢质( 1500 MPa ) 零件的 MIG 铜焊接合位置在第 3 节“更换”中包含的零件安装说明中有详细介绍。遵循以下条件以确保有足够的接合强度。
注意!
- MAG 焊接温度约达1500 °C (2732 °F),这可能会影响内部结构和高强度钢质零件。使用 MIG 铜焊是因为它可在较低温度下进行,约950 °C (1742 °F),不会影响高强度钢质(1500 MPa) 零件的结构或强度。
- 避免对高强度钢质( 1500 MPa ) 零件进行 MAG 焊接。
MIG 铜焊条件
- 带脉冲控制器的 MIG 铜焊机器
- 焊丝: CuSi3 或 AWS ER CuSi-A
- 保护气体:氩气(100%)
注意!
- 有关正确的焊接电流和电压的详细信息,请参考设备制造商的推荐设置。
- MIG 焊接/铜焊:在使用 100% 氩(Ar) 保护气体的位置执行熔化极惰性气体保护焊或铜焊。氩是惰性元素,不会与焊接熔池或铜焊操作发生反应。
结构零件的 MIG 铜焊
注意!
- 为了防止接合强度降低,请勿打磨结构零件的 MIG 铜焊。
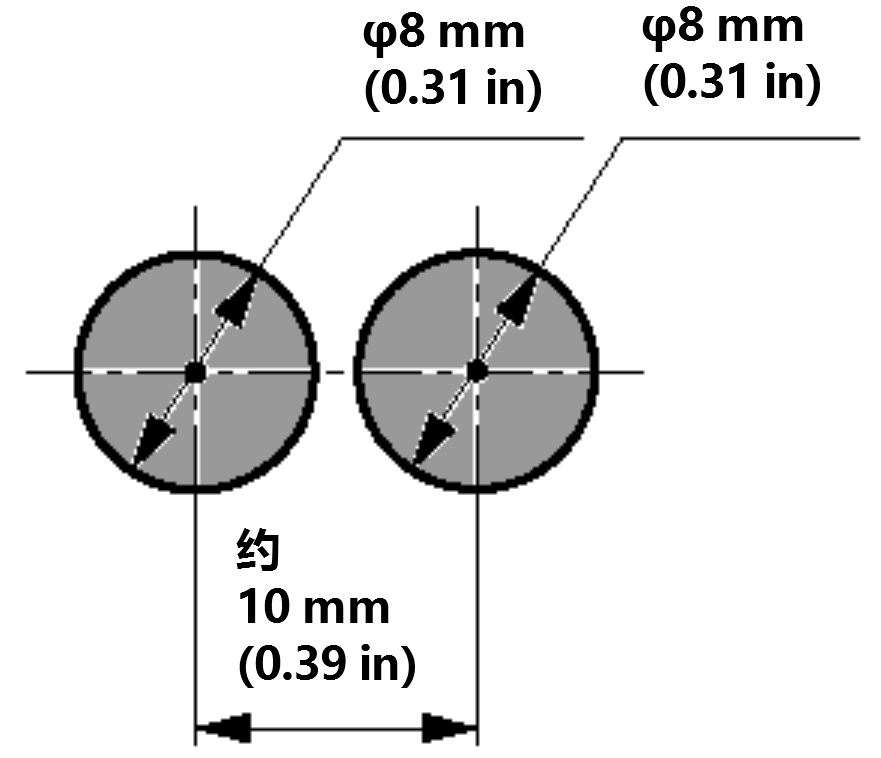
如要将高强度钢质(1500 MPa) 零件以铜焊方式焊接到高强度钢质构件(340 MPa 或更高)上,请切割或钻取直径为8 mm (0.31 in) 的孔,孔距(孔心之间的距离)约为10 mm (0.39 in) 以便于进行铜焊。
φ:内径
以铜焊方式焊接到外(软钢)板
注意!
- 为了外形更美观,可将外板的 MIG 铜焊接合处打磨光滑。
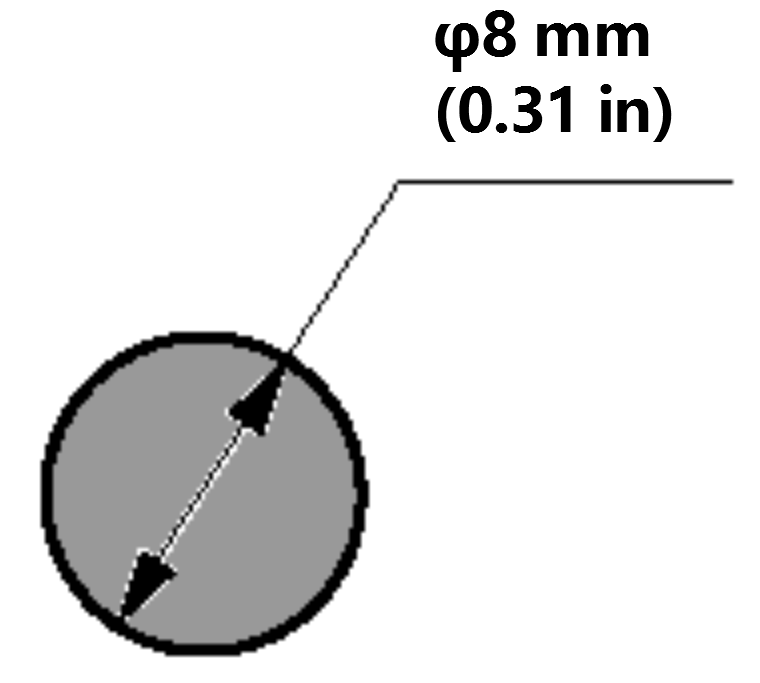
如果将高强度铜质(1500 MPa) 零件以铜焊方式焊接到 270 MPa 零件(软钢板,如外板)上,请在 270 MPa 板上钻一个直径为8 mm (0.31 in) 的孔。
φ:内径
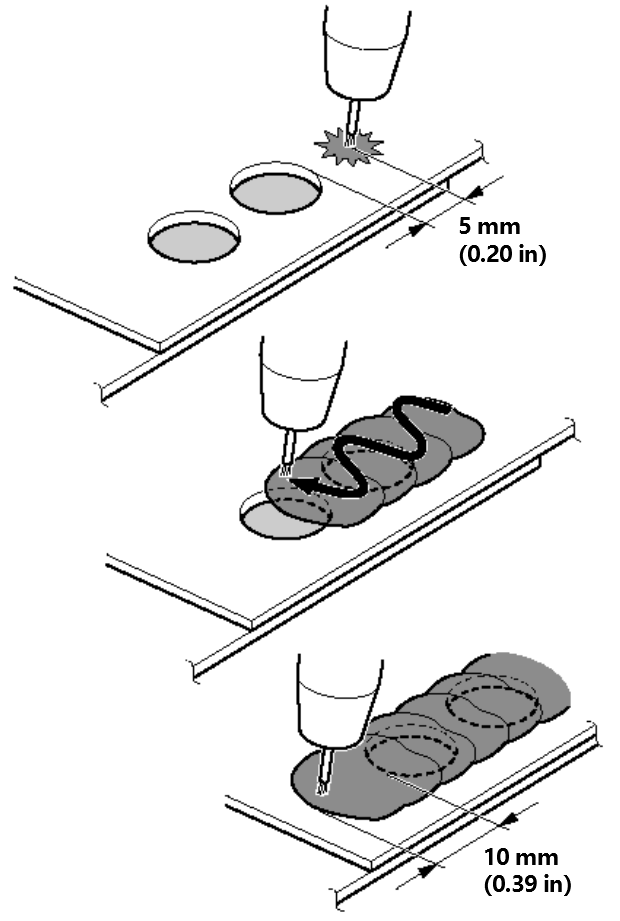
MIG 铜焊方法
要确保有足够的接合强度,使用脉冲MIG 焊机和指定焊条,并采用以下铜焊技巧。这将产生毛细管作用,将焊料液化,以便可渗透到上下板中:
- 在孔前约5 mm (0.20 in) 处开始进行铜焊。
- 靠近孔时,将焊炬以之字形路线通过孔。
- 在孔后约10 mm (0.39 in) 处继续进行铜焊操作。