高强度钢(1500 MPa 除外)零件的 MAG 焊接条件
注意!
- 避免对高强度钢质( 1500 MPa ) 零件进行 MAG 焊接。
如要对高强度钢质零件(340 MPa 或更高)进行 MAG 焊接,使用的焊条的拉伸强度必须大于或等于待焊接零件的最低拉伸强度。小于此最低拉伸强度的焊条或同等品可用于 980 MPa 或更低强度(适用于 980 MPa 的对接焊除外)的高强度钢焊接。
高强度钢(1500 MPa 除外)的焊接规格
| 焊条 | 示例:博世汽车服务解决方案实心焊条(SSJ-DS980J) |
| 保护气体 | 混合气体:Ar 80%、CO2 20% |
注意!
- 有关焊条的详细信息,参考焊条制造商提供的产品规格。
塞焊
- 根据下表所示的钢板厚度,钻取塞孔 φ8 mm (0.31 in) 或 φ10 mm (0.39 in) **。
- 要确定待焊接零件的厚度,请参考 外部零件结构、前车身结构、 车顶和侧板结构,以及地板和后车身结构。
钢板厚度与塞孔直径;单位:mm (in)
| 孔侧钢板厚度 下侧钢板厚度 | 0.6 (0.024) | 1.0 (0.039) | 1.4 (0.055) | 1.8 (0.071) | 2.3 (0.091) |
| 0.6 (0.024) | φ8 (0.31) | φ8 (0.31) | φ8 (0.31) | φ8 (0.31) | φ8 (0.31) |
| 1.0 (0.039) | φ8 (0.31) | φ8 (0.31) | φ8 (0.31) | φ8 (0.31) | φ8 (0.31) |
| 1.4 (0.055) | φ8 (0.31) | φ8 (0.31) | φ8 (0.31) | φ8 (0.31) | φ8 (0.39) |
| 1.8 (0.071) | φ8 (0.31) | φ8 (0.31) | φ8 (0.31) | φ8 (0.31) | φ8 (0.39) |
| 2.3 (0.091) | φ8 (0.31) | φ8 (0.31) | φ8 (0.31) | φ8 (0.39) | φ8 (0.39) |
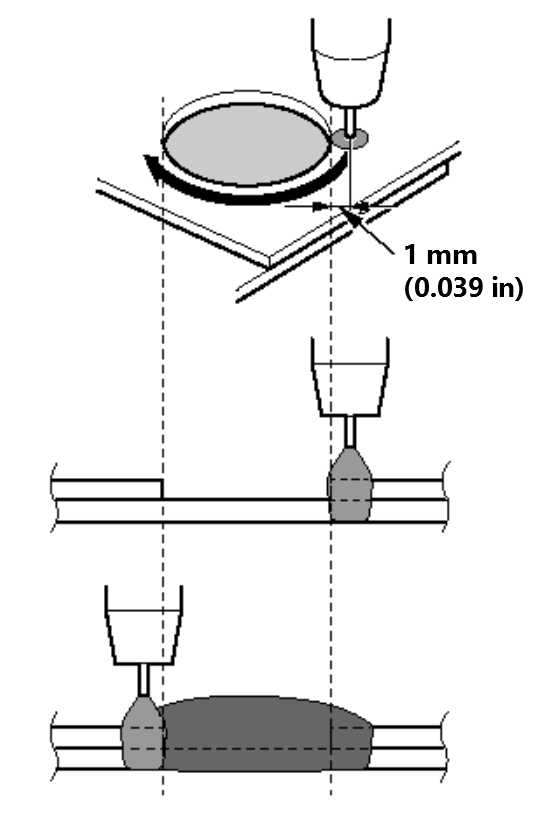
- 从距离塞孔外边沿外围1 mm (0.039 in) 的地方开始焊接。
- 在塞孔边沿完全焊接好上下板。
- 使用测试零件进行试焊,以确定焊接正常。然后进行真实的焊接。
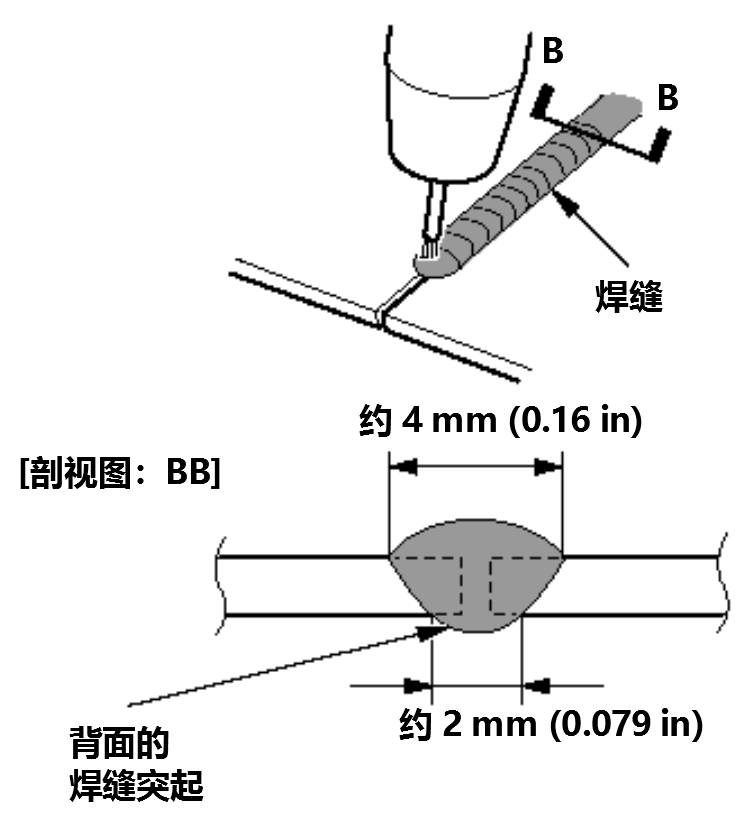
对接焊
- 根据要执行的相同焊接的条件,执行试焊以确定胶条在焊接部分的后部突出。
- 为了确保有足够的焊接强度,将临时焊接部分打磨平整后再执行焊接,使胶条在焊接部分的后部突出。