中间立柱外板安装
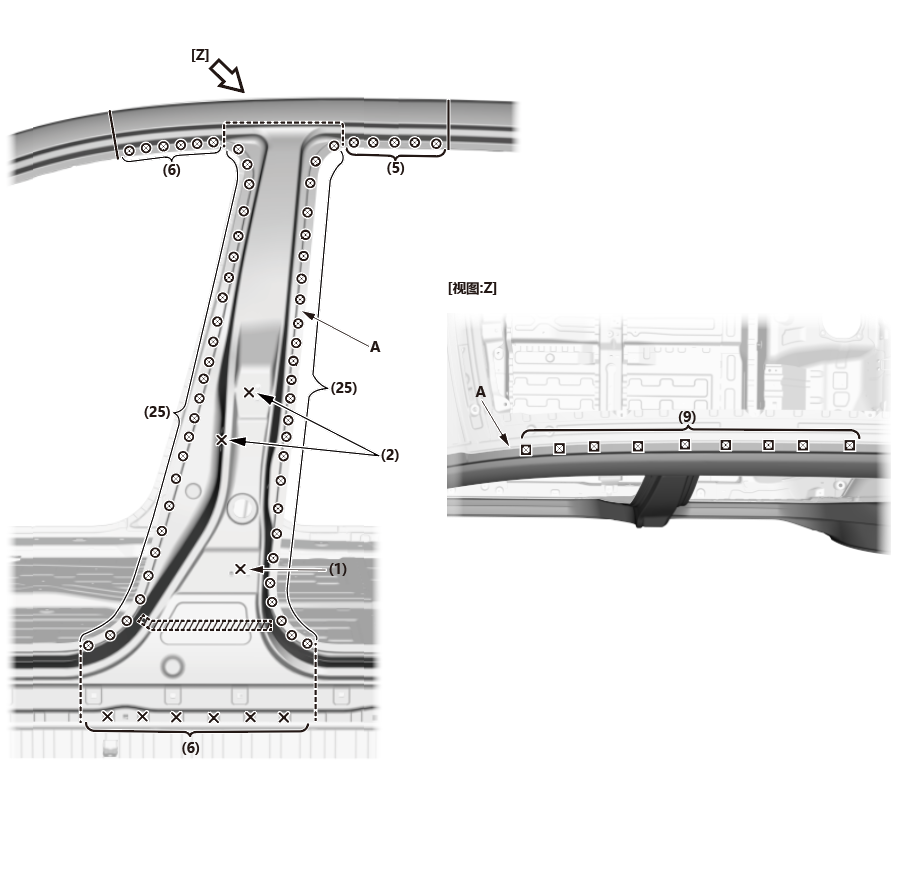
量产车身焊接位置和数量
注意!
 和
和 :2层钢板点焊
:2层钢板点焊 和
和 :3层钢板点焊
:3层钢板点焊 和
和 :4层钢板点焊
:4层钢板点焊 :MAG 塞焊
:MAG 塞焊 :MAG 焊接
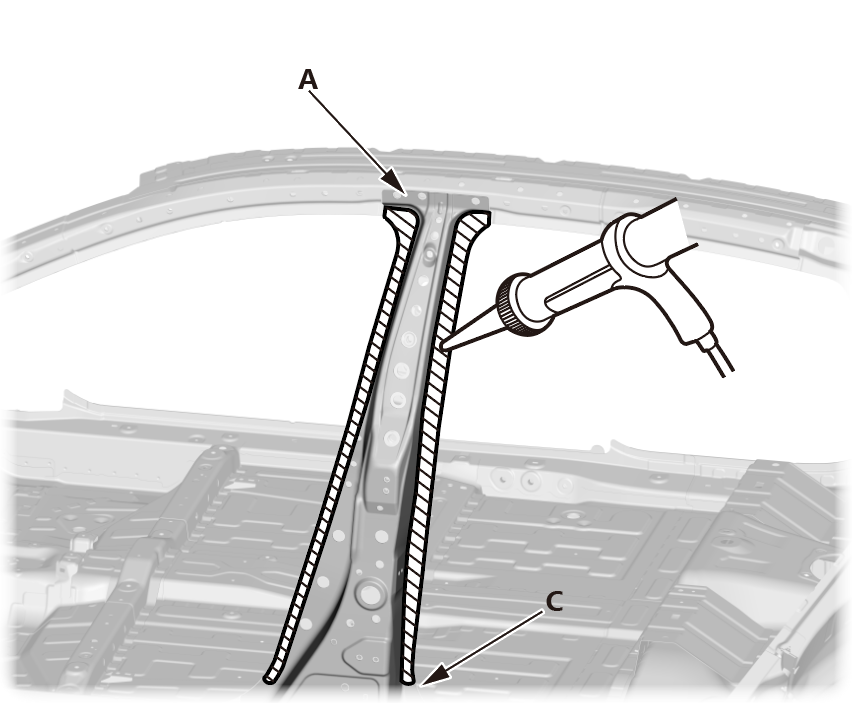
:MAG 焊接焊接中间立柱加强件
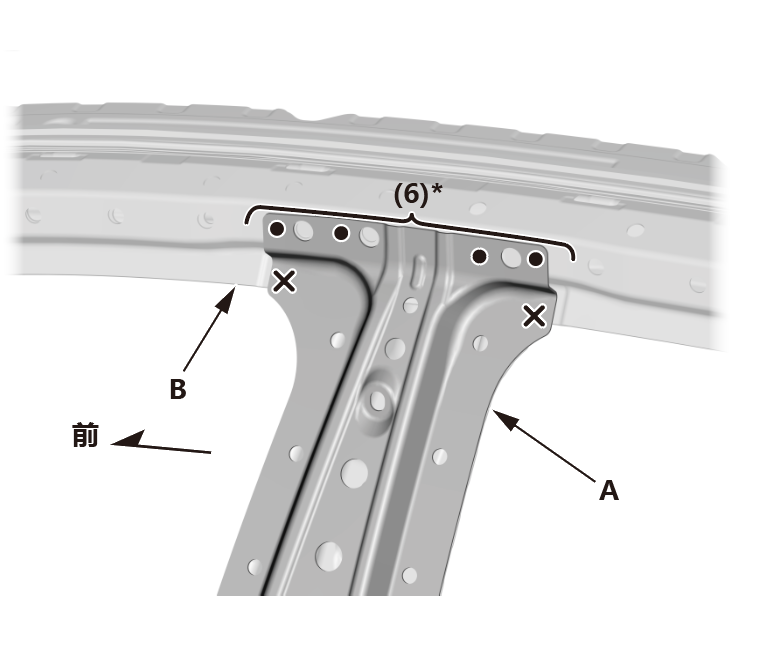
1.将中间立柱加强件 (A) 焊接到前立柱上加强件 (B)。
中间立柱加强件 (A) 焊接前,需要和中间立柱内板 (C) 接合的位置涂布焊接胶。
( )*: 高强度钢板(1500 MPa 除外)部件的焊接位置。 确认塞焊条件 。
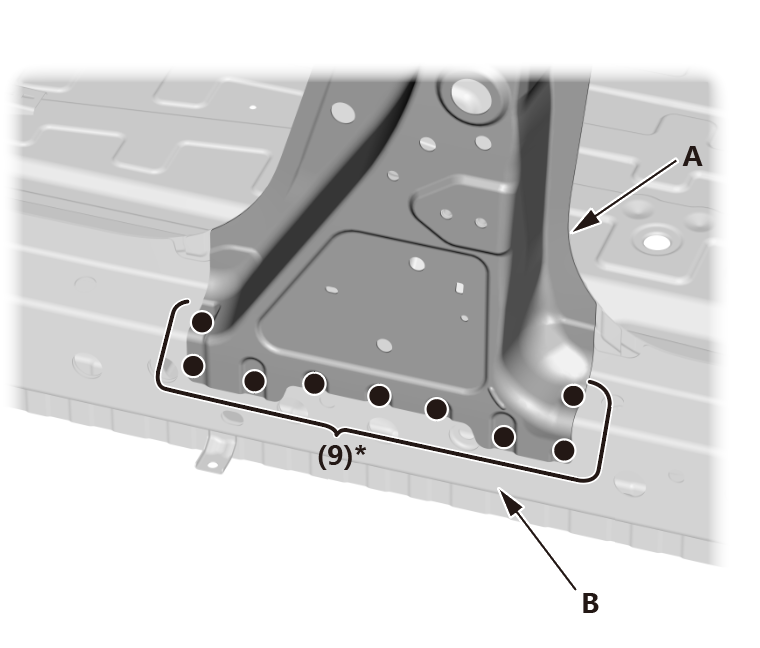
2.焊接中间立柱加强件 (A) 至侧门槛加强件 (B)。
( )*: 高强度钢板(1500 MPa 除外)部件的焊接位置。 确认塞焊条件。
3.从乘客厢,穿过中间内立柱的孔插入喷嘴,并将车身密封胶涂抹到中间立柱加强件和侧门槛加强件之间,使它们之间没有间隙 。
焊接外板修理部分
4.将新的中间立柱外隔板安装到中间立柱加强件上,并在隔板周围和外板修理部分内侧涂抹车身密封胶,使它们之间没有间隙 。
5.焊接外板修理部分 (A)。